
Corporate, Press Downloads
Ideally equipped for the evolution of dairy production
Changing consumer requirements, an increasing variety of variants and other trends are posing ever greater challenges for producers of dairy products worldwide. With a wide range of flexible, high-performance weighing and inspection solutions, Minebea Intec helps its customers to prepare for these increasing requirements.
All over the world, milk and dairy products are among the staple foods of mankind and ensure a relatively steady turnover for their producers. Current regional trends also provide global players in the food industry with lucrative growth opportunities for milk-based products which at the same time presents them with major challenges. In Europe, for example, the variety of milk-based drinks with ever more flavours, the variety of yoghurt, curd and cheese products and the consumption of so-called personalised nutrition have been increasing significantly for several years. This refers to food for specific user groups, such as protein-based supplementary food for athletes.
The needs of consumers on other continents are also continuing to develop. While in North America, similar to Europe, the trend towards an increased variant diversity continuing, the demand for ready-mixes for baby food in Asia, for example, has increased significantly. In Africa, on the other hand, it is often necessary to ensure a basic supply of dairy products or suitable substitutes.

The internationally active producers in the milk-processing industry must adapt their plants to fulfill these changes if they want to remain competitive. In Europe, for example, due to the increasing number of variants and the resulting smaller batches of one product type means that the plants must be extremely flexible and allow rapid conversion to other varieties. Often, additional processing steps are also required to produce the desired variants.
Diverse processes up to the end product
Depending on the type of dairy product, the production processes from the delivery of the raw materials and other ingredients to the despatch of the finished product can vary considerably. They may include preparation and mixing processes, fermentation steps, the dosed addition of flavours and vitamins, as well as filling and packaging processes. All of these processes require reliable systems for exact weight and quantity recording of raw materials from the start right through to the end of production.
Minebea Intec is one of the leading international manufacturers of industrial weighing and inspection technologies and ranks the milk processing industry among its core markets. "We can offer plant engineers and manufacturers of dairy products flexible, high-performance solutions for each of the required process steps," emphasizes Matthias Rehren, Global Sales Manager OEM Business of the Group. "Our portfolio includes systems that are optimally designed to meet the needs of this industry for use in incoming goods, intermediate storage of raw materials, the actual production process, packaging and final quality inspection right through to outgoing goods“. Rehren names the weighing module Novego, bench and floor scales of the Combics series, the Flexus dynamic checkweigher, SPC@Enterprise software, the Vistus metal detection system and the Dymond and Dylight X-ray inspection systems as examples of his company's products that perfectly meet the requirements of the industry.
High-speed update for the Minebea Intec checkweighers
A new load cell with electromagnetic force compensation provides Minebea Intec checkweighers a turbo upgrade: the new load cell WZED with digital controller received MID approval in the legal-for-trade range for belt speeds of up to 3 metres per second – this means up to 600 pieces per minute. The upgrade package contains many more features that pay off for user of high-speed applications and is a massive upgrade in comparison with the previous load cell generation. The most important features are the new digital controller, which allows a much higher precision - thanks to its significantly higher internal data rate (2000 Hz vs 300 Hz in the previous models), and a re-design of the electronics. This update results in a more compact and hygienic system. All of this is rounded off by the ability of weighing products from 5 g to 60 kg for standard applications.
Compact solution for process vessel weighing
For the reliable weighing of process vessels, Minebea Intec offers a space-saving solution for simple weighing of silos and horizontal tanks for bulk and liquid materials. The PanCake PR 6251 range of load cells is especially designed for level control with its unique design principle ensuring a very compact construction, as an ideal alternative to a level sensor. Existing applications can also be upgraded very easily. The range distinguishes itself above all with its unmatched reliability, robustness and stability, which enable trouble-free operation without adjustment, year after year. In-house production using top-quality materials, which bear the "Made in Germany" quality seal, ensures optimum product quality.
Reliably testing random samples
Producers and manufacturers of food and dairy products often do not have the equipment to check every single packaged finished product for weight and completeness. As an economical alternative, random samples are an integral part of quality management in these cases. For such checks, the Combics series of bench and floor scales, available in stainless steel, is a reliable option. They support sampling with software that graphically displays average values, enables comprehensive statistical evaluations and manages up to 500 products. These scales use strain-gauge technology or high-resolution electromagnetic force compensation to ensure precise weighing results in load ranges and readabilities from 620 g x 0.001 g to 3000 kg x 100 g. The modular design of Combics scales provides maximum flexibility for separate installation of the indicator and platform and for selective replacement of individual components. Combics 3 series scales can be integrated into statistical process control using the innovative SPC@Enterprise software.
Powerful software offer
Flexible and secure software for recipe management and for prepackage and statistical process control is as essential in the production of dairy products as the hardware. Here Minebea Intec offers its customers with ProRecipe XT and SPC@Enterprise powerful possibilities to control and monitor the quality of dairy products throughout the entire production process. ProRecipe XT enables flexible, reliable recipe management, which ensures economical conversion of processes and recipes even with rapid product changes. The intuitive software increases the safety of production and also ensures efficient processes, even with a wide range of changing processes. SPC@Enterprise is currently available in version 4.0 and includes all necessary options for prepackage and statistical process control, such as the recording of random samples and automatic checks during the entire process. By networking a wide range of devices and systems, the user has the possibility to statistically evaluate the collected data of the check weighing of finished products as well as other measured values from the overall process, to react with suitable measures and thus to increase the efficiency of production. Via configurable interfaces, SPC@Enterprise collects all necessary data of the machines, systems and sensors used in the processing or packaging lines, converts them into reports tailored to the user's needs and immediately reports any malfunctions in the systems. "In addition, SPC@Enterprise automatically generates all necessary production and calibration statistics and takes care of backing up relevant data," says Rehren. In his opinion, the software offer from Minebea Intec thus represents an important pillar for product quality, food safety and productivity. Both SPC@Enterprise and ProRecipe XT can communicate via interfaces with higher-level systems such as (ERP, MES, LIMS etc.) and can therefore be perfectly integrated into existing structures.
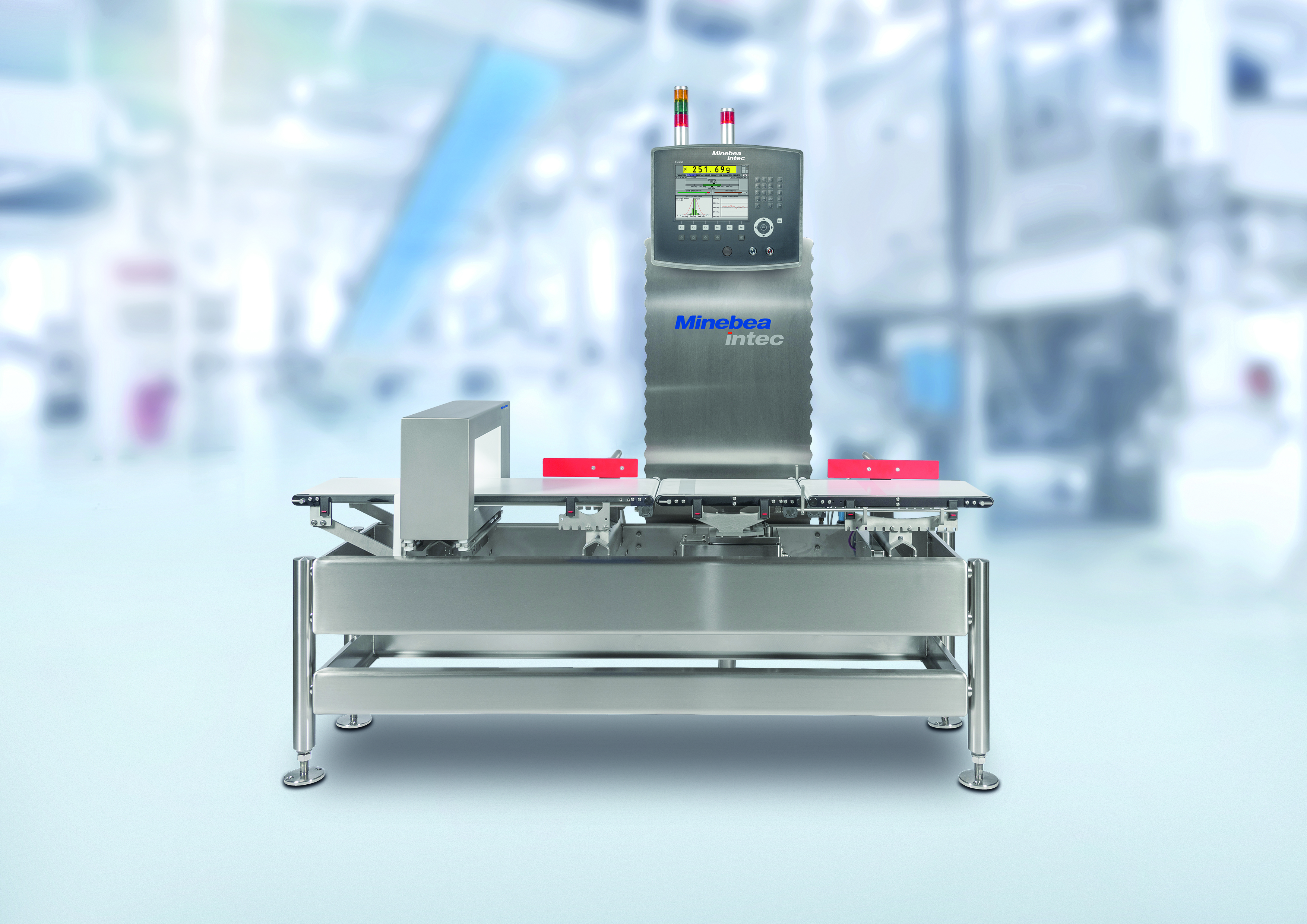
Dynamic control
In production runs with very large quantities, dynamic checkweighers are often used at the end of the production process of dairy products to quickly and accurately check the weight and completeness of the packaged end product. With these systems, a high degree of flexibility is important for the user in order to be able to implement product changes with as little effort and time loss as possible. With the Flexus product family, Minebea Intec covers these requirements perfectly, explains Matthias Rehren: "The dynamic checkweighers of the Flexus series have been developed especially for high-precision weighing processes at high process speeds and are ideally suited for use in dairy production due to their great flexibility. The checkweigher is also available with an integrated metal detector". Already the Flexus standard products of the company represent an efficient, economical solution for many dairy processes. "In addition, however, we offer customer-specific adaptations such as multi-lane applications or both standard and customised separators for Flexus as well as for other products to meet individual requirements of the products to be weighed".
For many applications in food production up to a throughput of 180 pieces/min, the dynamic checkweighers of Essentus will soon, according to Rehrens' prognosis, Will become one of the industries best sellers. From the entry-level model Essentus Efficiency to the Essentus Performance, Essentus covers a wide range of weighing functionalities for product weights up to 6 kilos (for low capacity weighing system) as well as up to 60 kilos (for high capacity weighing systems). "All Essentus checkweighers use strain gauge technology to guarantee reliable and accurate weight control at a comparatively attractive price," says Matthias Rehren. Essentus performance also provides the user with many other functions. As an example, the Minebea Intec Manager mentions the control of upstream filling lines as well as various statistical evaluations for production monitoring. The integrated trend control can measure the moving average value of the produced products in the production of dairy products, for example, and automatically correct upstream filling, portioning or cutting machines if a trend towards overfilling or underfilling becomes apparent. Other strengths of Essentus checkweighers include high weighing precision and robustness, simple, intuitive operation and the corresponding LCD colour display. It can be mounted separately or integrated into the scale and allows a clear display of the analyses performed and the storage of up to 100 different products.
Reliable metal detection
As in all processes in the food industry, it must be ensured that no metal contamination is present in the production of dairy products. To achieve this goal, Minebea Intec develops and produces industrial metal detectors especially for the inspection of food. These systems detect both ferrous and non-ferrous metals and reliably discharge contaminiated products from production or packaging lines.
With the Vistus metal detection system, Minebea Intec ensures optimum consumer protection and enables dairy product manufacturers to protect their brand image and avoid costly recalls. The system covers the wide variety of processes in this industry, thanks to its high flexibility. This flexibility is already mainfested in the design features: Vistus metal detectors are available with rectangular openings for use on conveyor belts and with round openings for use on pipelines and free fall systems. For reliable detection of metals - even with changing products - the system uses multi-frequency technology and provides the user with an automatic learning function that allows product settings to be quickly configured or adjusted, without special training or prior knowledge. Extensive product memory of up to 200 entries contributes to increased efficiency, allowing quick and easy changeover between different product batches.
Optionally, Vistus metal detection systems can be equipped with the necessary monitoring systems and components for the complete implementation of industry standards such as IFS, BRC and M&S. These include protective covers, components for monitoring of rejects, level monitoring of collecting vessels, air pressure monitoring and sealable collecting vessels. Of particular interest for use in the milk-processing industry is also a free-fall variant with which powders or granulates transported through a pipe by gravity can be reliably checked for metallic foreign bodies. "Vistus Freefall is an extremely flexible and reliable system for metal detection that can be configured to individual customer requirements using numerous standard components and is also available in an ATEX version," emphasizes Matthias Rehren. "For this reason, it is also perfectly suited for use in milk powder production".
X-ray inspection against foreign bodies
In addition to metallic foreign bodies, other unwanted objects such as glass splinters or plastics in dairy products must also be reliably identified and removed. The Dymond and Dylight X-ray inspection systems from Minebea Intec are the perfect solution for this extended task. These systems reliably detect foreign bodies in pre-packaged liquid or dry products and are also available in numerous variants. Dymond systems with belt widths from 200 mm to 800 mm as well as multi-track applications with a maximum of eight tracks allow individual adaptation of the X-ray inspection to the products in question. With Dymond S, Minebea Intec also offers a system for inspecting large, upright containers such as bottles for yogurt drinks. In addition to reliable foreign object detection, it can also perform inline quality inspections such as level monitoring.
Those who require compact solutions for the X-ray inspection of dairy products will find powerful options at Minebea Intec with the models of the Dylight family. Due to their width of only one meter, Dylight systems can be easily integrated into existing production lines and often serve as an entry model for the X-ray inspection of smaller products. Also, their intuitive operation predestines Dylight inspection systems for first experiences with this technology. "With their detection accuracy, our Dymond and Dylight X-ray inspection systems provide dairy product manufacturers with the flexibility they need to meet the increasing requirements in terms of product variations," states Matthias Rehren.
Hygienic Design
Hygienic design is essential in the production of food. "Combining the flexibility and maximum performance of all plant components required for this industry with the strict hygienic guidelines for food production is one of the core competencies of Minebea Intec," emphasizes Matthias Rehren. "All systems and components that we develop for use in the milk-processing industry are based on the specifications for hygienic design. Only this way can dairy product manufacturers carry out the necessary cleaning cycles economically and safely to guarantee hygienically perfect products".
In addition to the hardware and software systems available at Minebea Intec, Matthias Rehren mentions another unique selling point of his company: "We provide food producers with high-performance weighing and inspection solutions for all necessary processes from a single source. If required, we also develop customer-specific solutions that are precisely tailored to individual requirements. With this extensive portfolio and our many years of experience in the production of dairy products, Minebea Intec is ideally positioned for cooperation with food and dairy product manufacturers".
Labelling and production tracking
Minebea recently introduced two new weigh price labelling systems, the WPL-S and WPL-A, which are essential assets for the dairy industry: The WPL-S is a manual weigh price labelling machine, which can be perfectly used for low volume productions of speciality cheeses or equally as a box labeller (OCM) in high production environments. The weighing and printing solution can be individually configured to meet any customers needs.
"With the WPL-A and the WPL-S, we are expanding our range for the food industry. In addition to high-precision inspection solutions and the WPL-S manual labelling system, the WPL-A offers a solution that drives the automation process in the dairy industry." Says Sara Vivanco, Product Manager at Minebea Intec.
For end-of line checking of packed products, the automatic weigh price labeller WPL-A is a catchweight machine calculating the price based on the weight of each pack. Alternatively, the WPL-A also provides a checkweigher-functionality, checking fixed average weight and removing out of specification product from the line. The machine is also able to perform chaotic weighing: Through determining the weigh range of each pack, it identifies to which product or batch it belongs and labels it accordingly.
Both weigh price labelling systems specially follow the Hygienic Design directions, such as: garage housings for the printers for washing as well as open runs and pig tails for the cables. The systems are completely food trap free. With precise weighing results, these inspection solutions help to enhance efficiency and output of the production line.
Please send us a PDF of your announcement. When publishing the article online, please link to www.minebea-intec.com
Related Files
| 文件名称 | 文件大小 | 文件类型 | ||
|---|---|---|---|---|
| 20170303_LY_Produktionslinie_en_short | 1,52 MB | jpeg | ||
| service-tool-spc-enterprise_.jpg | 184 KB | jpg | ||
| vistus-operating.jpeg | 58 KB | jpeg | ||
| x-ray-dylight.jpeg | 5,59 MB | jpeg | ||
| combination-combics-spc.jpeg | 171 KB | jpeg | ||
| checkweigher-flexuscombi.jpeg | 5,52 MB | jpeg | ||
| weighing-module-novego.jpeg | 7,82 MB | jpeg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}